DISTRIBUTOR-FIRST SUPPLY PARTNER · SINCE 1999 Live · Pneumatic Automation System
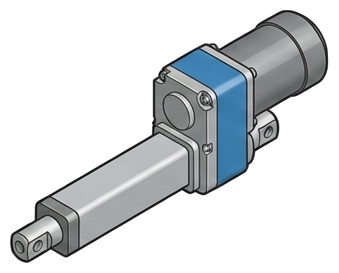
An electric actuator converts the rotation of an electric motor into precisely controlled linear or rotary mechanical motion. It does the same physical job as a pneumatic cylinder — push, pull, lift, press, slide, or rotate a load — but a motor turning a precision ball screw drives the motion instead of compressed air driving a piston. Because an encoder on the motor measures shaft position continuously, the controller always knows exactly where the actuator is. That is the defining difference: position is measured and controlled, not just commanded on and off. The core body style is the rod type — a rod extends and retracts exactly as a pneumatic cylinder's rod does, which makes it a footprint substitute for a cylinder on an axis that needs precision. Inside the rod, the motor turns a ball screw and the screw drives a nut, and the rod attached to that nut travels with it. The screw's lead — how far the rod travels per motor turn — sets a force-versus-speed trade-off: a small lead delivers high thrust and fine resolution, a large lead delivers higher speed. What this buys an application is the ability to stop accurately at any point along the stroke, store and recall many target positions, press to a programmed and repeatable force, and return to a position within hundredths of a millimeter — none of which a pneumatic cylinder can do, since a cylinder stops reliably only at full extend or full retract. The trade-off is upfront cost, the need for a separate controller and electrical engineering, and reduced suitability for washdown and hazardous environments. An electric actuator is the right choice when motion has to be exact rather than simply complete; for a straightforward on/off motion, a pneumatic cylinder remains the correct, lower-cost answer.
Tips and pointers on when an electric actuator earns its premium — and when pneumatic is still the right call. Scroll the strip →
An encoder reads motor-shaft position continuously, so the controller stops the rod at any point along the stroke — not just full extend and full retract. Repeatability ±0.02 mm standard, ±0.01 mm on high-precision frames.
The Industry Leader tier rod-type matches typical ISO 15552 / NFPA mount geometry — usually a direct drop-in on an existing pneumatic axis. Swap valve + air lines for motor + encoder cables and the axis is now precision.
AC servo + ball-screw drive presses to a commanded force value, repeatable to ±1-3% of rated. Grippers handle delicate parts at low force and rigid parts at high force on the same cycle — pneumatic only grips at line pressure.
The controller is a required separate line item — most first-quote misses live here. Tiers: programless (panel-set), step-data (up to 64 PLC-callable positions), fieldbus (EtherNet/IP, EtherCAT, PROFINET). Match to the controls design.
If the axis just needs full extend / full retract, electric is price-and-complexity overkill. → Stay with a pneumatic cylinder — cheaper, simpler, no controller, no electrical engineering line.
Mid-range IP-rated electric exists, but full washdown and ATEX (explosion-proof) territory is narrow and expensive. → Keep the axis pneumatic — cylinders survive wet and classified environments long-term where electric doesn't.
Servos draw current continuously to hold a vertical load against gravity — power-fail = load drops. → Spec the integrated motor brake option on every vertical-axis install with meaningful load weight. Many premature failures trace back to skipped brake spec.
From the machine spec sheet to the part number. Answer what you know, leave the rest blank, and send.
Pick the priority; the quote desk handles the cross-reference.
Electric actuator is precision. Pneumatic cylinder is force. Does this motion need to be exact, or just complete? If exact, electric; if just complete, pneumatic. Most plants need both.
Each industry below uses this product across the listed areas. Open an industry to see how it fits the rest of its system.
Also applies to Pneumatic-to-electric retrofits on legacy machines · The rod-type body style is the footprint substitute · Multi-position assembly fixtures · Programmable-force press operations · Precision positioning slides and stages · Electric grippers in robotic end-of-arm tooling · Energy-efficiency conversions on high-cycle production · Network-integrated motion control · Quiet-environment applications
Every entry is a real product on this site — linked, not just named. Quote them on the same line item.





On fleet-wide pneumatic-to-electric conversion projects, stage the rollout one axis or one machine at a time and order matched actuator + controller + cable kits per axis — controllers and cables aren't cross-brand or always cross-frame interchangeable. Stock the OEM-spec lubrication kit on the MRO shelf at first install; missed lubrication is the #1 preventable failure mode and the recurring revenue line on the electric fleet.
Send us the application — a specialist routes you to the correct tier with a configured part. Lead-times and pricing returned within one business day.
—. We reply within one business day with pricing, lead-time, and configured parts.
