DISTRIBUTOR-FIRST SUPPLY PARTNER · SINCE 1999 Live · Compressed Air System
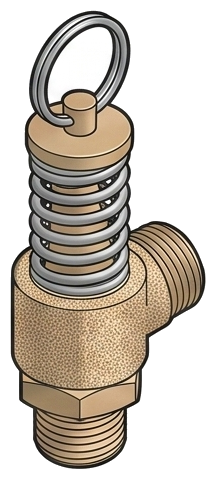
A safety relief valve is a spring-loaded valve that automatically opens and vents compressed air when system pressure exceeds a preset limit — the last line of defense against an over-pressure event. Inside the valve a spring holds a disc closed against a seat; when inlet pressure rises above the spring's set pressure, the disc lifts and air vents until pressure falls back below the set point, at which point the disc reseats. Nothing in the control circuit has to work for it to act — it responds to pressure alone, so it still protects the vessel if a pressure switch fails, a downstream valve is closed by mistake, or the compressor runs past its cut-out. It is mandatory, not discretionary: every ASME-coded pressure vessel in a compressed air system must carry an ASME-certified relief valve set at or below that vessel's MAWP. The requirement is in ASME Section VIII, OSHA 29 CFR 1910.169, and the National Board Inspection Code; an air receiver running without relief protection is an OSHA citation carrying a penalty in the five figures per violation. The category covers two distinct positions: compressor-head and discharge-side protection (small, 1/8 inch to 3/8 inch NPT), and receiver-mounted protection (1/2 inch to 3 inch NPT) sized to the storage vessel. The two positions differ in connection size and set-pressure range, which is why the category is taught as one product type with the position confirmed at quote.

Code-required, non-discretionary, the line every customer cannot legally skip — and the one category where "close enough" gets people killed. Scroll the strip →
ASME Section VIII, OSHA 29 CFR 1910.169, and the National Board all mandate an ASME-certified relief on every receiver and every positive-displacement compressor discharge ahead of any shutoff. Running without one is a five-figure-per-violation OSHA citation.
Pressure switches weld shut. Unloaders stick on varnish. Isolation valves get closed with the compressor running. The relief responds to pressure alone — it still protects the vessel when every other control has failed. Last line before a ruptured receiver, which is a fragmentation event, not a leak.
The receiver valve protects the tank; the compressor-discharge valve protects the compressor if a downstream isolation closes with the machine running. Aftercoolers, inter-coolers, and any ASME-stamped vessel in the train all require their own relief sized to upstream SCFM.
Set pressure at or below vessel MAWP from the ASME nameplate — never above. Relieving capacity equal or exceed full compressor SCFM from the compressor nameplate. Verify UV stamp and National Board number on the body or cert tag before install. Common stocked set points: 100, 125, 150, 175, 200, 250 PSI.
Import-tier valves without the UV stamp fail the next inspection, void insurance, and create legal exposure on a wrongful-death event. Never a legal substitute on a code vessel. → Re-spec to ASME UV-stamped relief with National Board number.
The failure mode that has killed people. Disc lifts but cannot vent fast enough — vessel over-pressures while the valve sits useless. Capacity must equal or exceed full-load compressor SCFM. → Step up port size and capacity to match upstream output.
A weeping or partially-open valve has failed and is no longer code-certified. Manual lift sometimes clears light debris; continued weep means it stays open during normal ops. → Replace immediately; never re-spring or adjust set pressure — any modification voids the ASME cert.
From the machine spec sheet to the part number. Answer what you know, leave the rest blank, and send.
Pick the priority; the quote desk handles the cross-reference.
Code-required, non-discretionary, the line item every customer cannot legally skip. Never let one leave a compressor or tank quote without it.
Each industry below uses this product across the listed areas. Open an industry to see how it fits the rest of its system.
 Pharmaceutical, Medical Device & Laboratory →
Pharmaceutical, Medical Device & Laboratory →  Marine & Shipbuilding →
Marine & Shipbuilding → Also applies to Air receiver tanks (horizontal and vertical, all sizes) · Reciprocating compressor discharge (head and inter-stage protection) · high-temperature (300-400°F service) · Rotary screw compressor discharge protection · The most predictable recurring revenue line in the category
Every entry is a real product on this site — linked, not just named. Quote them on the same line item.







Stock one matched spare relief in the customer's MRO crib at the same set pressure, connection size, and ASME cert. A failed relief valve takes the vessel out of compliance immediately — the spare-in-crib converts an emergency into a same-shift swap. Standard practice for any customer with vessels in continuous production service.
Send us the application — a specialist routes you to the correct tier with a configured part. Lead-times and pricing returned within one business day.
—. We reply within one business day with pricing, lead-time, and configured parts.